Leistungsstark entmagnetisieren











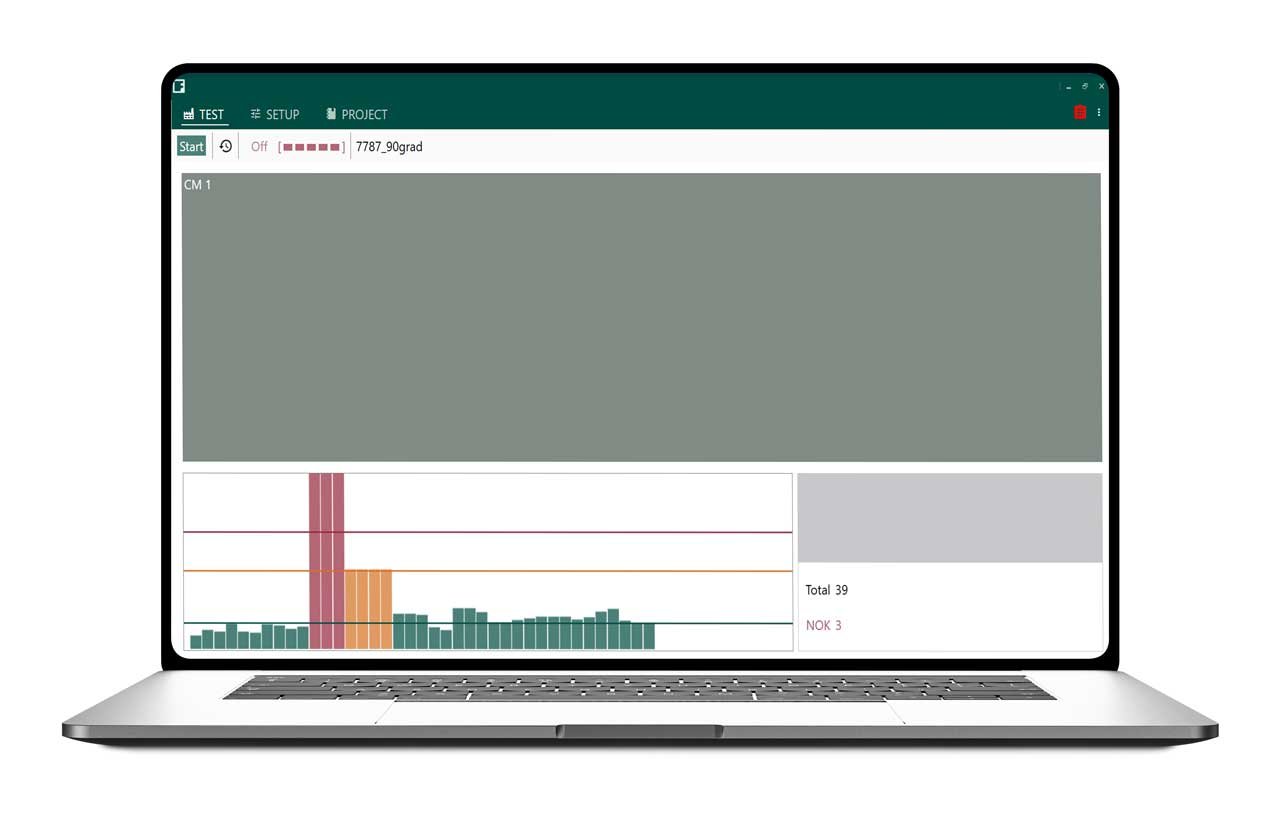
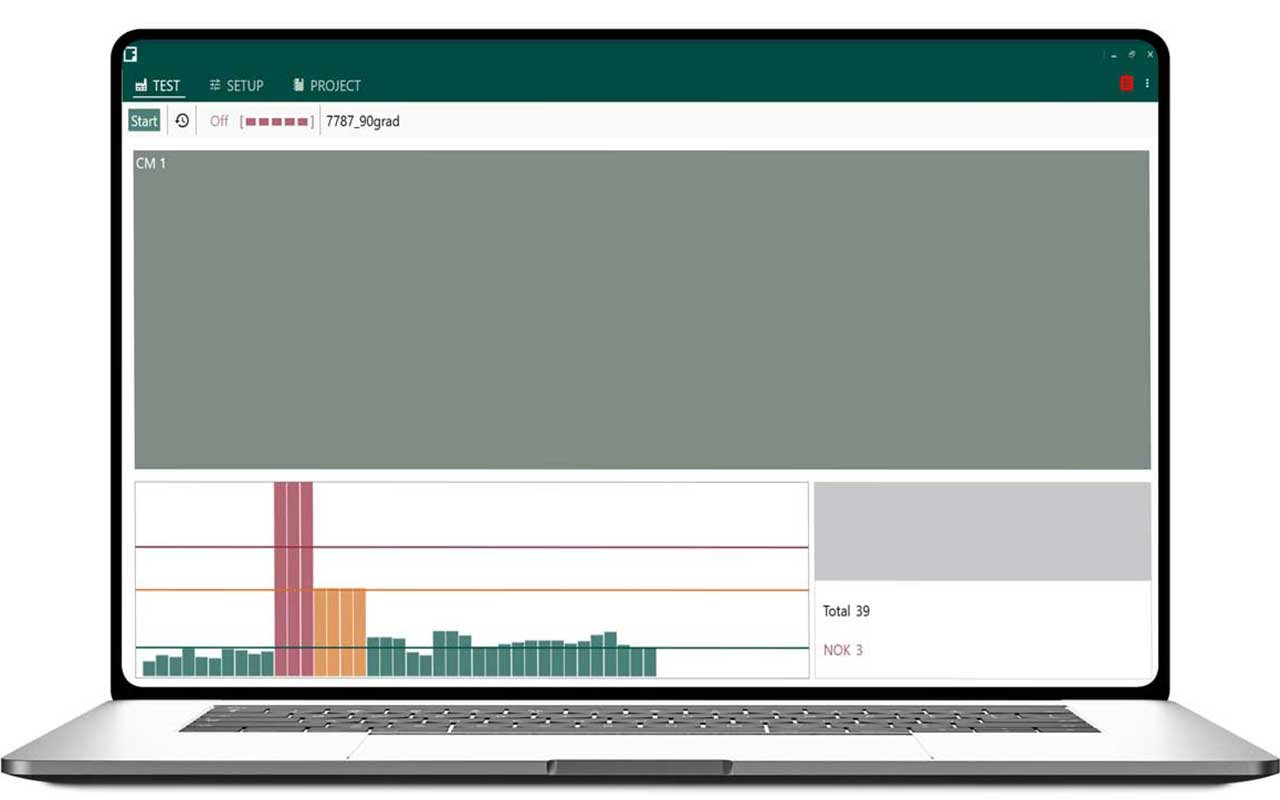
Für die reproduzierbare Rissprüfung an Komponenten stehen Ihnen die Produktlösungen aus der STATOGRAPH Familie zur Verfügung. Durch unterschiedliche Produktionsprozesse kann es an bestimmten Stellen eines Bauteils, oftmals den Randbereichen, zu so genannten Remanenzinseln kommen. Damit diese lokalen Aufmagnetisierungen keine Störsignale bei der Rissprüfung erzeugen, haben wir die ZMAG CM Entmagnetisierungseinheit für Sie in unserem Produktportfolio.
Mehr erfahren →
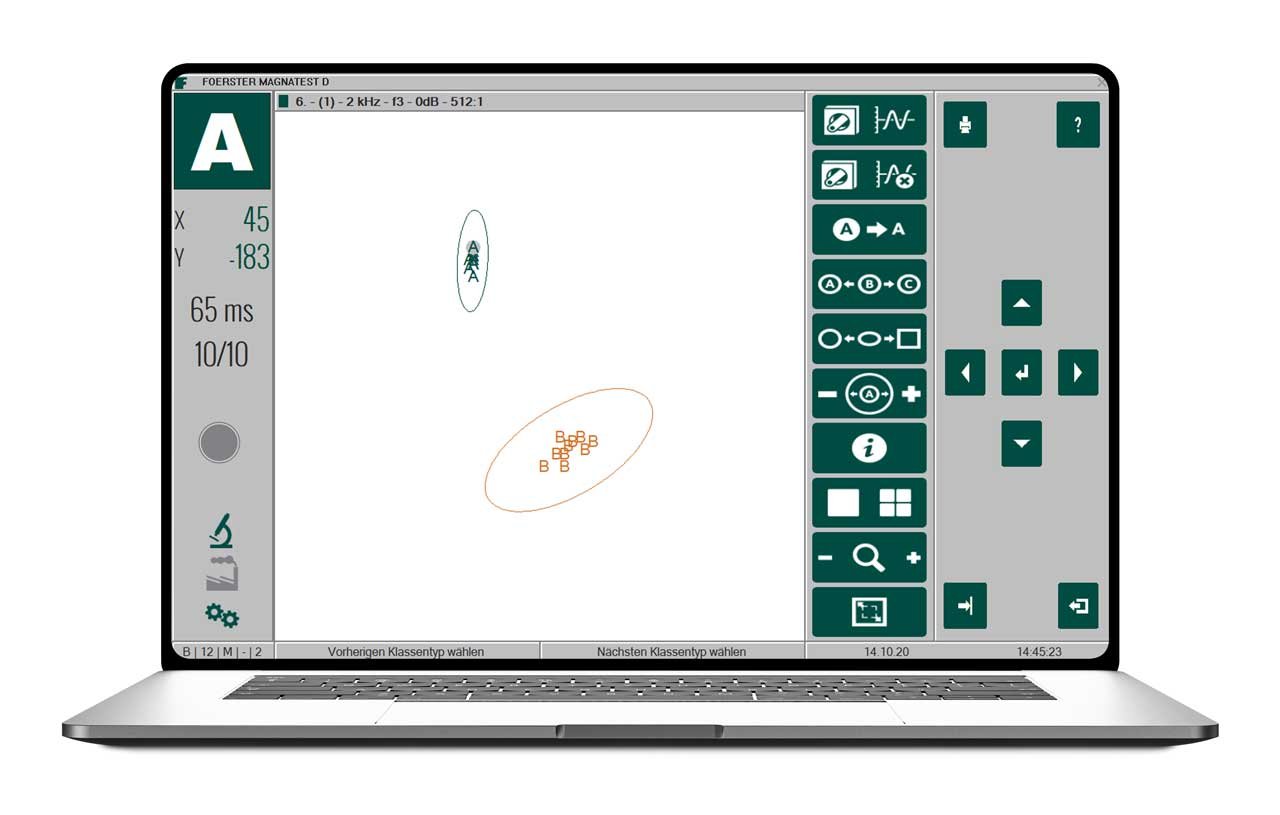
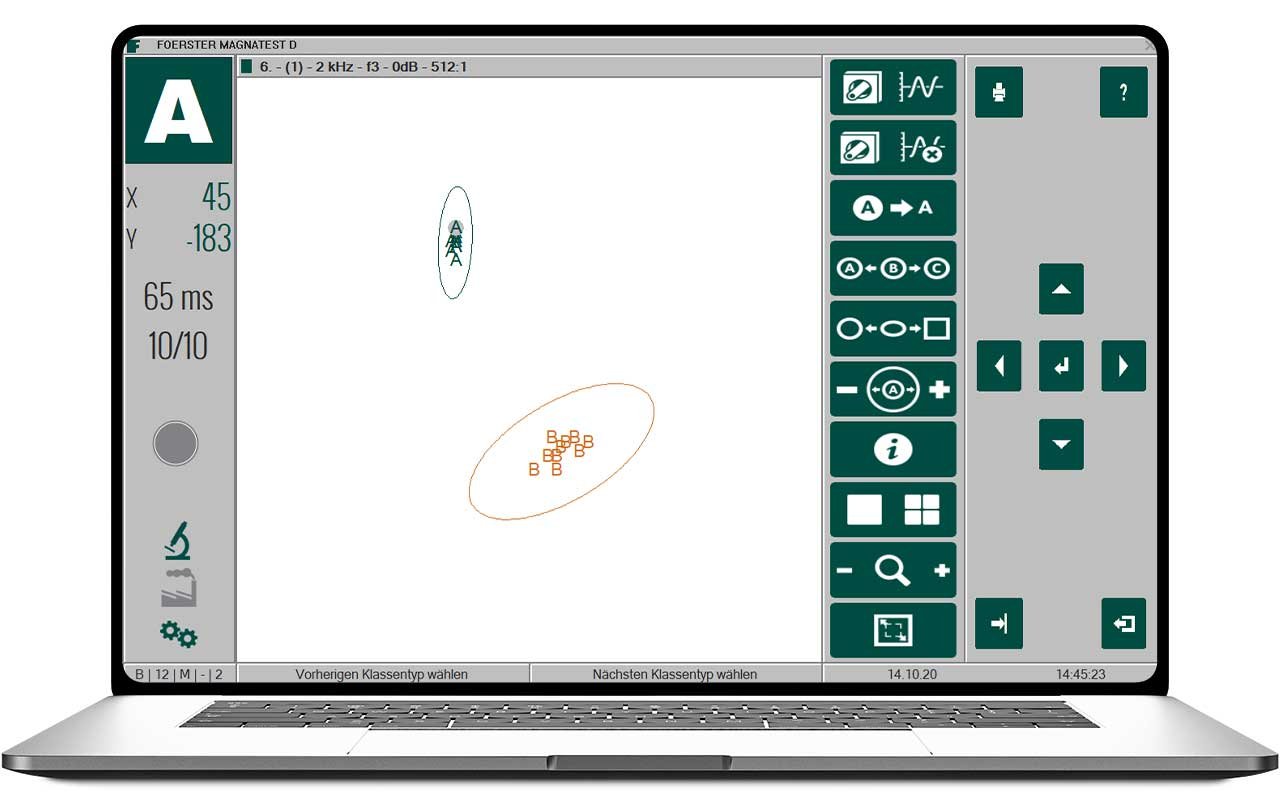
Mit den Prüfgeräten und Sensoren aus der MAGNATEST Produktfamilie können Sie das Gefüge und die magnetischen Eigenschaften Ihrer Komponenten zuverlässig prüfen. Auch bei dieser Prüfung ist es wichtig, Störsignalen durch Aufmagnetisierungen mittels einer wirkungsvollen Entmagnetisierung entgegen zu wirken.
Mehr erfahren →.jpg?width=1920&name=FOERSTER_Headquarter%20(2).jpg "FOERSTER_Headquarter (2)")